Alumina refractories play a crucial role in industries that rely on extreme heat, such as manufacturing and metallurgy. These materials are designed to withstand high temperatures, chemical attacks, and mechanical stress, making them indispensable for kilns, furnaces, and reactors. In this article, we'll explore what alumina refractories are, their key properties, and why they're vital for efficient and safe operations in high-temperature environments. Whether you're a B2B professional sourcing materials or an engineer seeking reliable solutions, understanding these refractories can enhance your processes.
Alumina refractories are ceramic materials primarily composed of aluminum oxide, also known as alumina. They are engineered to resist temperatures exceeding 1,500 degrees Celsius, which makes them ideal for harsh industrial settings. These refractories are formed through processes that involve high-purity alumina sources, ensuring durability and performance.
At their core, alumina refractories offer exceptional thermal stability and resistance to thermal shock. This means they can handle rapid temperature changes without cracking, a common issue in kilns and furnaces. For B2B buyers, selecting the right alumina refractory involves considering factors like porosity and density, which influence their overall effectiveness.
One of the standout properties is their high melting point, often above 2,000 degrees Celsius. This allows them to maintain structural integrity in extreme conditions, such as those found in steel production reactors. Additionally, alumina refractories exhibit excellent chemical inertness, resisting corrosion from acids, alkalis, and slags.
Another important aspect is their low thermal conductivity, which helps in conserving energy by minimizing heat loss. In practical terms, this property reduces operational costs for businesses operating large-scale furnaces. Overall, these characteristics make alumina refractories a go-to choice for longevity and reliability.
| Property | Unit | Alumina Refractory |
|---|---|---|
| Alumina Content | % | 45 – 99 |
| Maximum Service Temperature | °C | 1400 – 1850 |
| Bulk Density | g/cm³ | 2.2 – 3.1 |
| Cold Crushing Strength | MPa | 40 – 120 |
| Thermal Conductivity (1000°C) | W/m·K | 1.0 – 4.5 |
| Refractoriness Under Load (RUL) | °C | 1350 – 1700 |
The primary ingredient in alumina refractories is aluminum oxide, derived from bauxite ore or synthetic sources. Manufacturers blend this with additives like silica or zirconia to enhance specific traits, such as strength or resistance to wear. The result is a versatile material tailored to various applications.
Manufacturing typically involves sintering or firing the raw materials at high temperatures. This process fuses the particles together, creating a dense, robust structure. For B2B suppliers, understanding this production method is key to offering customized products that meet client specifications.
There are several types, including high-alumina bricks, which contain over 90% alumina for superior heat resistance. Another variant is tabular alumina refractories, known for their purity and use in demanding environments like cement kilns. Each type is selected based on the specific needs of the application.
Low-cement castables are also popular, offering ease of installation and quick setting times. These variations allow industries to choose refractories that balance cost, performance, and maintenance requirements effectively.
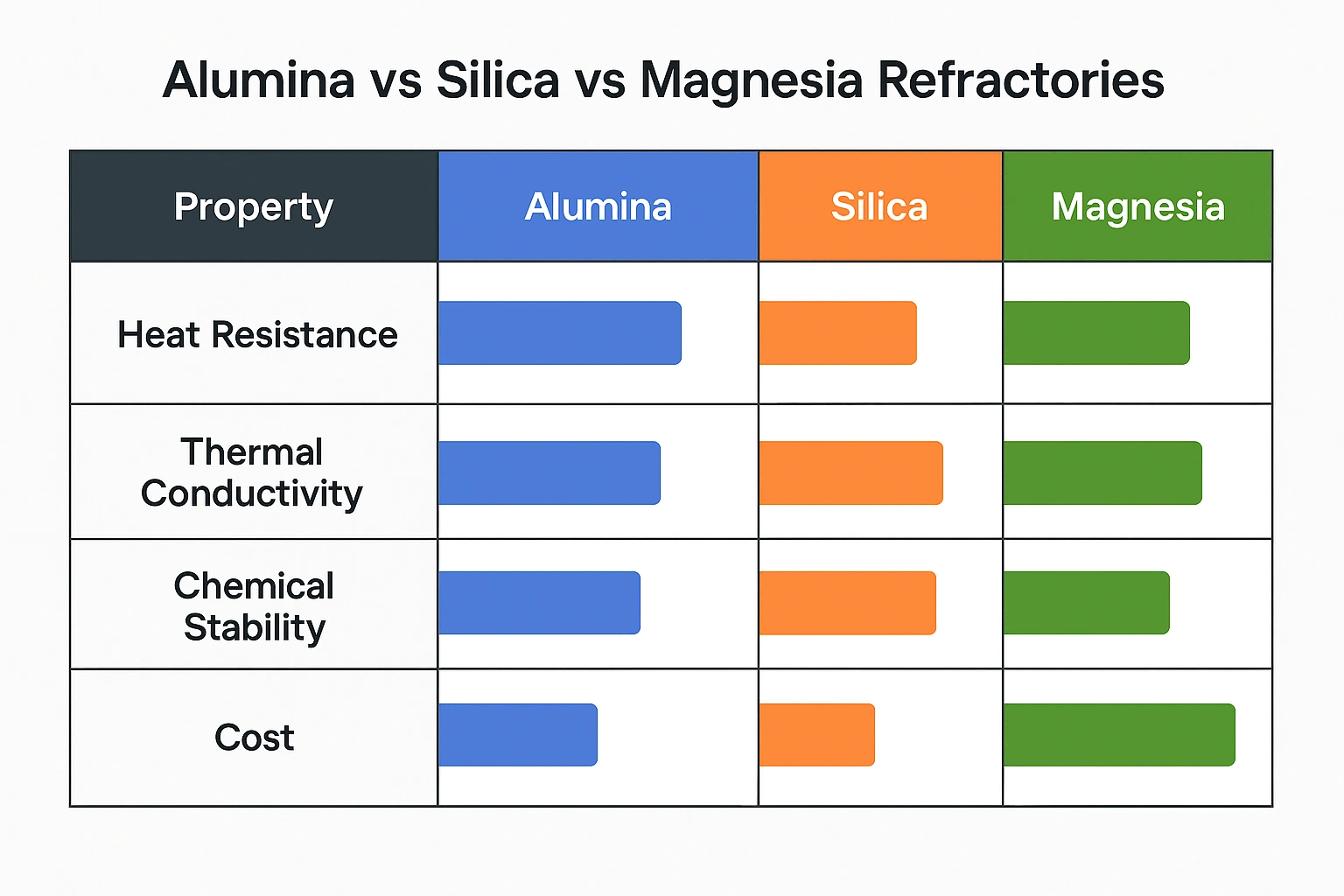
The following visual compares alumina refractories with silica and magnesia in key areas like heat resistance and chemical stability:
In kilns, alumina refractories line the interior walls to protect against intense heat and corrosive materials. For instance, in rotary kilns used for cement production, they prevent structural damage and ensure consistent operation. Without them, frequent breakdowns would disrupt production schedules.
Furnaces, such as those in glass or metal manufacturing, rely on alumina refractories for their ability to handle thermal expansion. This property minimizes cracks and extends the lifespan of the equipment, leading to cost savings for businesses in the long run.
Reactors in chemical processing demand materials that can withstand both high temperatures and reactive substances. Alumina refractories provide a barrier that prevents contamination and maintains reaction integrity. In petrochemical reactors, for example, they help in achieving efficient catalysis without degrading.
Moreover, their use in reactors enhances safety by reducing the risk of leaks or explosions. For B2B professionals, investing in high-quality alumina refractories means complying with industry standards and improving overall process efficiency.
One major benefit is their extended service life, which can reduce replacement frequency and downtime. This is particularly advantageous in continuous operations like steel furnaces, where uninterrupted production is critical. Alumina refractories also contribute to energy efficiency by retaining heat effectively.
From a cost perspective, while initial investments may be higher, the long-term savings from reduced maintenance and improved yields make them economical. Additionally, their versatility allows for use in diverse settings, from small-scale labs to large industrial plants.
Alumina refractories promote environmental sustainability by enabling more efficient energy use, which lowers carbon emissions. In furnaces, they help optimize fuel consumption, aligning with global green initiatives. Safety-wise, their stability reduces accident risks in high-heat environments.
For B2B traders, highlighting these advantages can differentiate products in a competitive market. Companies that prioritize alumina refractories often see improved operational safety and regulatory compliance.
In the ceramics industry, alumina refractories are used in kiln linings to produce high-quality pottery and tiles. Their resistance to thermal shock ensures even heating, resulting in better product outcomes. This application is vital for maintaining precision in manufacturing.
The metallurgical sector benefits from alumina refractories in blast furnaces, where they withstand molten metal and abrasive conditions. In aluminum production, they play a key role in electrolytic cells, enhancing purity and efficiency.
Power generation plants use alumina refractories in boilers and incinerators to handle high-pressure environments. In the glass industry, they form the core of melting tanks, preventing contamination and ensuring optical clarity in the final product.
Emerging applications include renewable energy sectors, like solar panel manufacturing, where alumina refractories support high-temperature processes. This adaptability underscores their importance across modern industries.
Below, we address some common questions about alumina refractories to provide clarity for professionals in foreign trade and manufacturing.
What is the typical lifespan of alumina refractories in a kiln? The lifespan can range from 5 to 15 years, depending on factors like temperature exposure and maintenance practices. Regular inspections help extend this duration.
How do alumina refractories compare to other refractory materials? They offer superior thermal resistance compared to silica-based options, making them ideal for extreme conditions, though they may be more expensive initially.
Are alumina refractories environmentally friendly? Yes, they support energy-efficient operations and can be recycled, reducing waste in industrial processes.
What maintenance is required for alumina refractories? Routine checks for cracks and erosion are essential, along with proper installation to prevent premature failure.
Can alumina refractories be customized for specific applications? Absolutely, manufacturers can tailor compositions for unique needs, such as enhanced corrosion resistance in chemical reactors.
Proper installation involves precise fitting and curing to avoid gaps that could lead to heat loss. Using high-quality bonding agents ensures a secure lining in furnaces and reactors. For B2B suppliers, offering installation guidance adds value to their services.
Maintenance includes monitoring for wear and applying protective coatings when necessary. Timely repairs can prevent costly shutdowns, making proactive care a smart investment for any operation.
In conclusion, alumina refractories are indispensable for the smooth functioning of kilns, furnaces, and reactors due to their unmatched durability, heat resistance, and versatility. By choosing the right type and maintaining them effectively, businesses can achieve greater efficiency, safety, and cost savings. For those in the foreign trade sector, partnering with reliable suppliers of alumina refractories ensures access to high-quality materials that drive industrial success.
Tags: Black Silicon Carbide, White Fused Alumina, Brown Fused Alumina, Pink Fused Alumina, Black Fused Alumina
